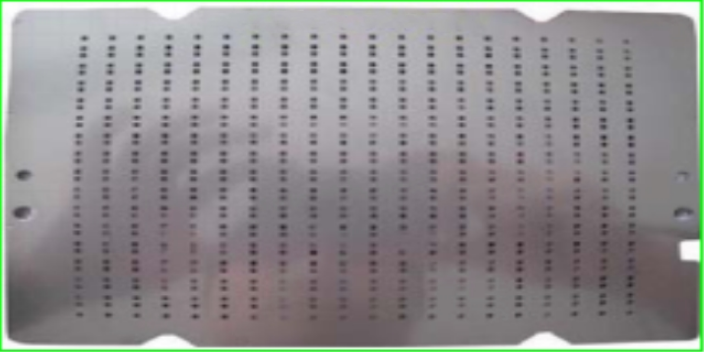
蘇州創闊金屬科技有限公司 真空擴散焊接加工|再生塑料顆粒過濾網|狹縫掩膜板微孔板設計加工|微通道換熱器設計加工
15162611120


2025-08-13 02:07:38
在裝備制造領域,真空擴散焊接正重塑連接工藝的格局。它的優勢不僅體現在焊接質量上,更在于其對復雜結構件焊接的適應性。對于那些具有多層結構、異形結構以及內部含有精密組件的部件,真空擴散焊接能夠一次性完成整體連接,無需后續過多的加工與修整。比如在高速列車的制造中,車體結構中的鋁合金框架連接,采用真空擴散焊接可以確保連接部位的均勻性和整體性,提高車體的強度與剛度,降低列車行駛過程中的振動與噪音,提升乘客的乘坐舒適性。同時,由于焊接變形小,能夠保證車體的裝配精度,減少生產過程中的調試與修正工作,提高生產效率,降低生產成本。在船舶制造領域,對于一些高強度鋼與特種合金的連接,真空擴散焊接能夠克服傳統焊接方法在異種材料焊接時易出現的問題,如界面脆化、熱影響區性能下降等。從而制造出性能更優、結構更合理的船舶零部件,增強船舶在惡劣海洋環境中的耐久性和可靠性,為海洋工程裝備的升級換代提供技術保障。真空擴散焊創闊科技。無錫真空擴散焊接廠家供應

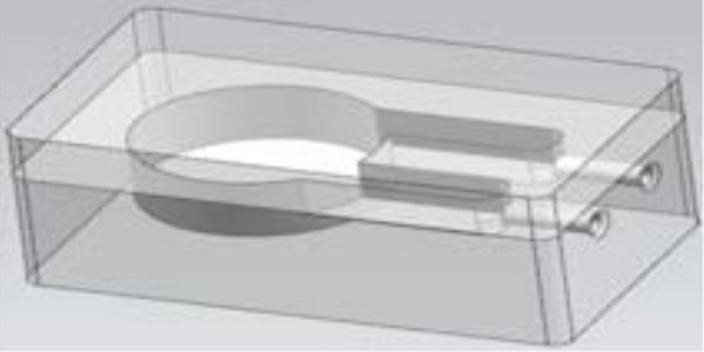
一種應用于均溫板的快速擴散焊接設備,其特征在于:所述設備用于采用擴散焊實現均溫板的加熱,包括機箱。當均溫板底部施加熱量時,液體隨熱量增加而蒸發,蒸汽上升到容器頂部產生冷凝,依靠吸液芯回流到蒸發面形成循環。均溫板相比于傳統熱管軸向尺寸**縮短,減小了工質流動阻力損失以及軸向熱阻。同時徑向尺寸有所增加,***增加了蒸發面和冷凝面的面積,具有較小的擴散熱阻和較高的均溫性。這種特殊結構提高了均溫板的散熱能力,使得被冷卻的電子設備可靠性增加,為解決有限空間內高熱流下的均溫性問題提供了新的解決思路。均溫板已經應用在一些高性能商用和***電子器件上,隨著加工技術的發展,均溫板朝著越來越薄的方向發展。受扁平均溫板內狹小空間的限制,微型吸液芯的結構及制備方法、蒸發冷凝及工質輸運機理等較普通熱管有所不同。無錫真空擴散焊接廠家供應創闊能源科技致力于加工設計真空擴散焊接。

創闊能源科技真空擴散焊接和真空釬焊屬于同一類嗎?真空擴散焊接和真空釬焊是兩種完全不同的焊接方法。真空擴散焊接是一種在真空里進行的,焊件之間緊密2113貼合,在適當的溫度和壓力(工件貼合壓力)下,保持一段時間,使接觸面之間進行原子間5261的擴散,從而形成聯接的焊接方法。真空擴散焊接可以在金屬與金屬之間進行,也可以在金屬和陶瓷之間進行。真空釬焊:它是采用1653液相線溫度比母材固相線溫度低的金屬材料作釬料,將零件和釬料加熱到釬料熔化,利用液態釬料潤濕母材、填充接頭間隙并與母材相互溶解和擴散,隨后,液態釬料結晶凝固,從回而實現零件的連接(被焊件不熔化,只是焊料熔化)。兩者均可以在真空中答進行焊接,也可以在保護性氣體中進行。
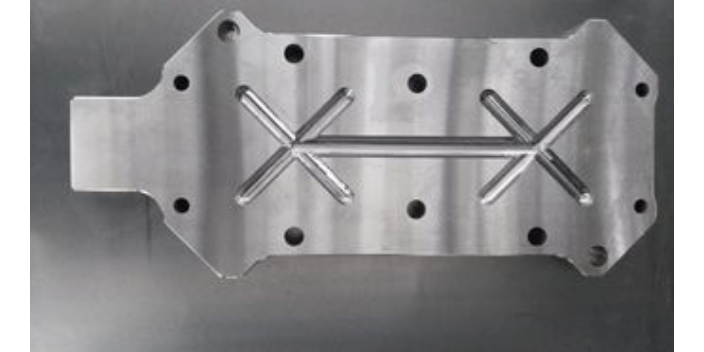
創闊金屬科技專業從事真空擴散焊接,下面來介紹下水冷散熱器的原理,水冷散熱的原理很簡單,一般由水冷板、水泵、冷排、水管、水冷液以及風扇組成,水因為其物理屬性,導熱性并不比金屬好,但是,流動的水卻有**的導熱性,也就是說,水冷散熱器的散熱性能與其中制冷液流速成正比,水冷液的流速又與水冷系統水泵功率相關。水冷散熱器工作原理:水冷散熱器通過水冷板將發熱源的熱量傳導到水冷液中,水冷液通過水泵循環到水冷排處,有風扇對其進行散熱降溫,然后再次循環,而且水的熱容量大,這就使得水冷制冷系統有著很好的熱負載能力,導致的直接好處就是發熱源的工作溫度曲線非常平緩。注塑模具流道板真空擴散焊接加工制作創闊能源科技。

微通道,也稱為微通道換熱器,就是通道當量直徑在10-1000μm的換熱器。這種換熱器的扁平管內有數十條細微流道,在扁平管的兩端與圓形集管相聯。集管內設置隔板,將換熱器流道分隔成數個流程,創闊科技支持定做微通道換熱器1.節能節能是空調器的一項重要指標。相比較常規換熱器,微通道換熱器由于其更高的換熱效率可以更容易達到高等級如1級能效標準的產品。2.成本與常規換熱器不同,微通道換熱器不主要依靠增加材料消耗提到換熱效率,在達到一定生產規模時將具有成本優勢。另外,銅與鋁的價格差距越大,其成本優勢越明顯。3.推廣潛力微通道目前在空調行業的應用不比銅管刺片換熱器,主要是目前主流空調廠家都有自配套的兩器工廠,替代勢必會導致現有投資的損失。但由于微通道換熱器的諸多優勢,主流廠家又都投入專門的力量在研究微通道換熱器,一旦瓶頸突破微通道可以極大的提升產品的競爭力和企業的可持續發展能力。因此,我們也相信微通道的市場會越來越廣,越來越大,創闊科技專業從事真空擴散焊接與精密化學刻蝕、機械加工類產品,設計與加工,公司擁有一支專業強、效率高、經驗豐富的服務團隊,以精湛的技術,為您提供一站式的整體加工方案。真空擴散焊多結構置換,加工制作創闊能源科技來完成。電子芯片真空擴散焊接加工
真空焊接制作加工設計聯系創闊能源科技。無錫真空擴散焊接廠家供應
創闊能源科技真空擴散焊是在金屬不熔化的情況下,形成焊接接頭,這就必須使兩待焊表面接觸距離達到1μm以內,這樣原子間的引力才起作用并形成金屬鍵,獲得一定強度的接頭。影響焊縫成形和工藝性能的參數主要有:焊接溫度、壓力、時間和保護氣體的種類。在其他參數固定時,采用較高壓力能產生較好的接頭。壓力上限取決于焊件總體變形量的限度、設備噸位等。對于異種金屬擴散焊,采用較大的壓力對減少或防止擴散孔洞有作用。除熱靜壓擴散焊外通常擴散焊壓力在0.5~50MPa之間選擇。擴散時間是指焊件在焊接溫度下保持的時間。在該焊接時間內必須保證擴散過程全部完成,以達到所需的強度。擴散時間過短,則接頭強度達不到穩定的、與母材相等的強度。但過高的高溫高壓持續時間,對接頭質量不起任何進一步提高的作用,采用某種焊接參數時,焊接時間有數分鐘即足夠。焊接保護氣體純度、流量、壓力或真空度、漏氣率均會影響擴散焊接頭質量。常用保護氣體是氬氣,對有些材料也可用高純氮氣、氫氣或氦氣。無錫真空擴散焊接廠家供應